Sitemize üye olarak beğendiğiniz içerikleri favorilerinize ekleyebilir, kendi ürettiğiniz ya da internet üzerinde beğendiğiniz içerikleri sitemizin ziyaretçilerine içerik gönder seçeneği ile sunabilirsiniz.
Sitemize üye olarak beğendiğiniz içerikleri favorilerinize ekleyebilir, kendi ürettiğiniz ya da internet üzerinde beğendiğiniz içerikleri sitemizin ziyaretçilerine içerik gönder seçeneği ile sunabilirsiniz.
Üyelerimize Özel Tüm Opsiyonlardan Kayıt Olarak Faydalanabilirsiniz

Sıradaki içerik:
Termokupl Nedir? Yapısı, Çalışması ve Çeşitleri

-
Mutlu
-

Eğlenmiş
-

Şaşırmış
-

Kızgın
-

Üzgün

PLC Nedir? Yapısı ve Çalışma Mantığı

Eray Kösebalaban
-
Mutlu
-
Eğlenmiş
-
Şaşırmış
-
Kızgın
-
Üzgün

Programlanabilir Mantıksal Denetleyici (PLC), fabrikalardaki üretim bölümlerinde veya makinelerin kontrolü gibi işlemlerin denetiminde kullanılan, fabrikalarda bulunan üretim hatlarını oluşturan robot, taşıyıcı bant, pnömatik ekipman vb. gibi makinelerin elektromekanik kontrolü için kullanılan özel bir bilgisayardır. Normal bilgisayarların aksine PLC’nin birçok giriş ve çıkışı (I/O) vardır.
PLC’lere denetleyeceği sistemin işleyişine uygun programlar yüklenir. PLC programları, giriş bilgilerini milisaniyeler mertebesinde hızla tarayarak buna uygun çıkış bilgilerini gerçek zamanlıya yakın, cevap verecek şekilde çalışırlar. Yani PLC’ler aynı Mikroişlemciler, Arduino vb. gibi programlanarak kullanılırlar
Programlanabilir Mantıksal Denetleyici (PLC), belli bir işlemi, makine işlemini ve hatta tüm üretim hattını otomatikleştirebilir. PLC’lerin en büyük artısı elektriksel gürültülere, sıcaklık farklarına ve mekanik darbelere karşı dayanıklı tasarlanırlar.

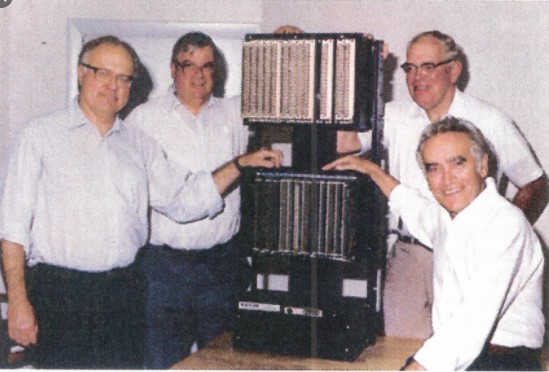
PLC’nin Tarihçesi
PLC’lerden önce otomasyon işlemleri için röle kartları kullanılmaktaydı. Doğru zamanda doğru kontağın açılması ve doğru makinenin çalışması için kam millerine sahip kontaktörler ve bunun gibi benzer mantıkta çalışan mekanik sıralayıcı sistemler mevcuttu.
İlk PLC örneği 1968 yılında Amerika Birleşik Devletleri’nde yer alan General Motors firmasına ait otomatik şanzıman bölümü olan Hydra-Matic, üretim hatlarında yer alan karmaşık röle sisteminin yerini alacak bir elektronik modül talebinde bulundu. Bedford Associates firması, bu talebi karşılayacak bir sistem olan MODICON (MOdular DIgital CONtroller, modüler sayısal kontrolcü) isimli ürünü sundu. Projede çalışmış olan Dick Morley, günümüzde PLC’nin “babası” olarak anılmaktadır.
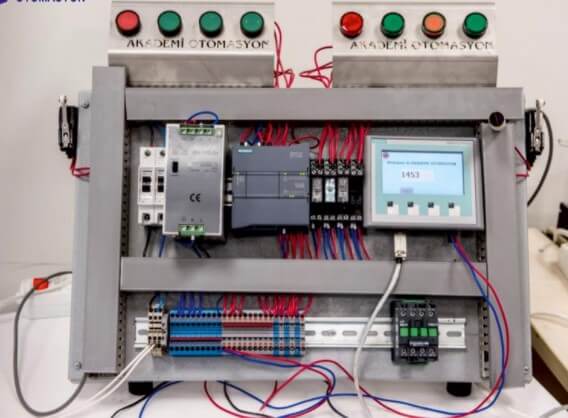
PLC’lerin Yapısı
PLC’ler, Merkezi İşlem Birimi (CPU), Bellek Birimi ,Giriş Birimi (IN), Çıkış Birimi (OUT) olmak üzere 4 ana bölümden oluşur. Gelin bu bölümlere birlikte göz atalım.

Merkezi İşlem Birimi:
Merkezi İşlem Birimi (CPU), PLC’nin çalışmasını düzenleyen, bütün aritmetik ve mantıksal işlemleri gerçekleyen, zamanlama, sayma gibi görevleri üstlenen en önemli birimdir. CPU, PLC sisteminin beyni olarak da nitelendirilebilir. İki ayrı PLC aynı mikroişlemciyi kullanabilir, fakat işletim sistemlerinin farklı olması nedeni ile PLC’lerin işlevleri de farklı olabilir.
Bellek Birimi:
Bellek Birimi; Giriş görüntü, veri, program belleği gibi kısımlara ayrılmıştır. Her bellek alanının farklı işlevleri vardır. PLC’lerde genelde EPROM ( Eresable Programmable Read Only Memory ), bellek elemanı olarak kullanılmaktadır. Bu bellek alanı adından da anlaşılacağı üzere, silinebilir, tekrar yazılabilir, programlanabilir, salt okunur hafıza anlamına gelmektedir. Her PLC’nin kendine özgü programı vardır ve bu programlar PLC’nin hafızasında saklanır. Hafızadan da merkezi işlem birimine gönderilir. Kısacası PLC’lerin programının saklandığı bölümdür.
Giriş Birimi:
Giriş birimi, kumanda edilen sistemle ilgili algılama elemanlarından gelen analog işaretleri PLC‘nin anlayacağı lojik gerilim seviyelerine dönüştüren birimdir. Kontrol edilen sistemdeki sensör çeşidine göre, basınç, seviye, sıcaklık, kumanda, yakınlık gibi elemanlardan gelen binary değerler (1 veya 0) giriş birimi üzerinden alınır.
Giriş birimi voltaj değerleri 24V, 48V, 100V-120V, 200V ve 240V doğru veya alternatif akım olabilir. PLC’nin giriş elemanları olarak limit anahtarları, düzey anahtarları, motor kontaktör veya röle kontakları, seçici anahtarlar, fotoelektrik gözler v.b. olarak gösterebiliriz. Kısacası PLC sistemlerine dışarıdan gelen analog ya da dijital sinyallerin algılandığı ünitedir.
Çıkış Birimi:
Çıkış birimi, PLC’de hesaplanan çıkışnoktalarına ilişkin lojikgerilim voltajını, kontrol edilen sistemdeki kontaktör, röle, selenoid gibi kumanda elemanlarını sürmeye uygun elektriksel işaretlere dönüştüren birimdir. Çıkış birimi röle, triyakya da transistörlü devrelerden oluşabilir. PLC’ler de genellikle röleli çıkış birimleri kullanılır. Fakat, yüksek hızlı açma ve kapama gerektiren durumlarda transistörlü ya da triyaklı çıkış birimleri kullanılır. Ayrık I/O arabirim ile denetlenebilecek çıkış elemanları için ise alarmlar, denetim röleleri, selenoidler, motor starterleri, fanlar, vb. olarak gösterebiliriz.
PLC’de Program İşleme Mantığı Nasıl Çalışır?
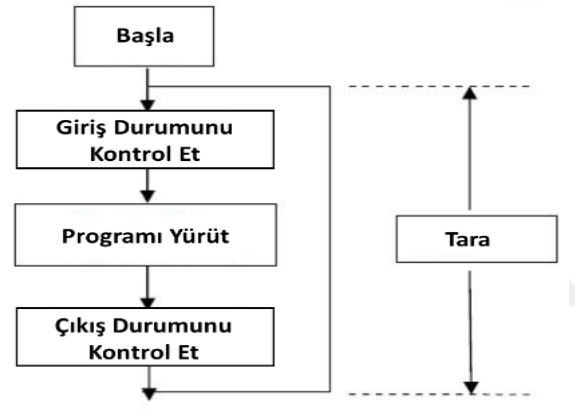
PLC pasif haldeyken çalışma (RUN) moduna alındığında çıkış hafızasını sıfırlama işlemi yapar. Sonra giriş elemanlarından alınan veriler okunur ve giriş hafızasına kaydedilir. PLC’nin çalışma mantığı, yazılmış olan bir programı sürekli tarayarak gerçekleşmektedir. Tarama döngüsü üç temel adımda gerçekleşir. PLC stop moduna alınıncaya kadar çevrim işlemini sürekli olarak tekrar eder.
- Adım 1: Giriş Durumunu Kontrol Et: İlk olarak, PLC hangi girişin açık veya kapalı olduğunu görmek için girişlerin her birini kontrol eder. Başka bir deyişle, bir anahtarın veya sensörün aktif olup olmadığını kontrol eder. İşlemcinin bu adımda elde ettiği bilgi, aşağıdaki adımlarda kullanılmak üzere hafızada saklanır.
- Adım 2: Programı Yürüt: Burada PLC, yüklenen programa dayalı olarak ve bir önceki adımda elde edilen verilerin durumuna göre program talimatı yürütür ve uygun eylemi gerçekleştirilir. Eylem bazı çıkışların aktivasyonu olabilir ve sonuçlar bir sonraki adımda kullanılmak üzere belleğe alınır ve saklanır.
- Adım 3: Çıkış Durumunu Kontrol Et: Son olarak, çıkış sinyallerini kontrol eder ve gerekli ayarlamaları yapar. Değişiklikler, ilk adımda okunan giriş durumuna ve ikinci adımda program yürütme sonucuna bağlı olarak gerçekleştirilir. Üçüncü adımı uygulanmasının ardından, PLC döngünün başına döner ve bu adımları sürekli tekrar eder.Bir çevrimin süresi PLC’nin çalışma hızına, kullanılan komutlara ve kontrol programının uzunluğuna bağlı olarak değişim göstermektedir. Genelde bir çevrimlik tarama süresi 3 ms ile 10 ms arasında değişmektedir. Eğer çevrim süresi çok uzun olursa girişlerden gelen sinyal değişiklikleri algılanamayabilir (Yılmaz, 2001). PLC’nin çalışma mantığı Şekil 4.3.’te gösterilmektedir.
Temel PLC Programlama Dilleri
PLC’ler, sistemlerin kontrol edilmesinde röleler kullanılarak hazırlanan kumanda devrelerinin programsal hale dönüştürülmüş biçimidir. Bu nedenle PLC’nin programlanması gerçekleştirilirken kumanda devrelerine tüm detayları ile hâkim olmak gerekmektedir. PLC birçok programlama diline sahip olsa da en çok Ladder ve FBD programlama dilleri tercih edilmektedir.
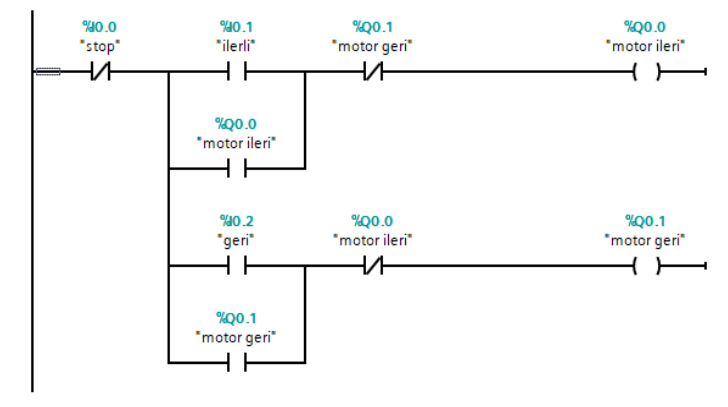
1-Merdiven Diyagramı (LADDER):
Bu programlama şekli kumanda devrelerinin elektriksel şemasına benzer şekle sahiptir. Ladder programlamada tıpkı gerçek devrelerde kullanıldığı gibi kontaklar ve röleleri temsil eden çıkışlar kullanılmaktadır. Ladder programlama kumanda devlerinin aksine devrelerin hazırlanması yatay eksende yapılmaktadır. Sol taraftan enerjinin alınıp sağ tarafta çıkışa aktarılması esasına dayalıdır. Şekil 4.5.’te merdiven diyagramı şeklinde yazılan örnek bir mühürleme devresi verilmektedir.
2-Fonksiyon Blok Diyagramı (FBD):
Fonksiyon blok diyagramı, lojik kapılar mantığına dayanan ve görsel bir şekil sunan programlama dilidir. Burada kullanılan lojik terimler sembollerle ifade edilir. FBD dilinde de sol taraf giriş sinyallerini, sağ taraf ise çıkış sinyallerini temsil eder. Kontrol sistemi algoritmaları ve mantığının birbirine bağlanması açısından çok kullanışlıdır. Yukarıdaki mühürleme devresinin fonksiyon blok diyagramı şeklinde gösterimi Şekil 4.6.’da verilmektedir.

PLC’lerin Avantajları
PLC ile kontrol edilen otomasyon sistemleri endüstride kullanılan en önemli yöntemler arasındadır. Endüstriyel dozajlama işlemi, PLC’nin endüstriyel bir işlemin kontrolüne yönelik çeşitli uygulamalarından birisidir. Şirketlerin; üstün kalite, artırılmış verimlilik ve yüksek kâr gibi isteklerinin karşılanması ve sanayi sektörünün öncelikli diğer hedefleri, otomasyona duyulan ihtiyacı vurgulamaktadır. Dünya genelindeki tüm tesislerde otomasyon sistemine geçişlere hızla önem verilmektedir. PLC ile yapılan başarılı çalışmalar, mevcut tüm tesislerde ticari olarak otomasyonun uyarlanmasına zemin hazırlamıştır.
Endüstriyel kontrol uygulamalarında kullanılan PLC’ler klasik kumanda sistemleri ile karşılaştırıldığında çok büyük avantajlara sahiptir. PLC sistemlerinin
endüstride kontrol elemanı olarak yaygın kullanımının avantajlarını şu şekilde sıralayabiliriz:
- Geleneksel kumandalı sistem uygulamalarına göre PLC programlama tekniği çok kolaydır.
- PLC’lerde hata düzeltme olayı oldukça basittir. Program üzerindeki değişiklik ile hatalar giderilebilir.
- Kumandalı sistemlerdeki elemanlarla çözülmesi mümkün olmayan problemler PLC’nin donanımı sayesinde çözümlenir.
- Otomasyon sistemlerinin bulunduğu nemli, tozlu ve kirli ortamlardan etkilenmeden çalışır.
- Montajı kolaydır.
- Dayanıklı ve uzun ömürlüdür.
- Dijital ve analog giriş-çıkış üniteleri ek modüller ile artırılabilir.
- PLC’ler haberleşme portları aracılığıyla birbirleriyle irtibat kurabilir.
- PLC’ler yüksek çalışma hızlarına uyum sağlayabilir.
- Mekanik parçası olmadığından arıza oranı düşüktür ve bakım gerektirmez.
- Elektronik yapılı eleman olduklarından enerji tüketimleri azdır.
- Kullanıcı kontrol sürecini izleyebilir gereken yerlerde müdahale bulunabilir.
- PLC’ler sınırsız zamanlayıcı, sayıcı ve röle kullanımına imkân sağlamaktadır.
PLC Kullanım Alanları
-Havalandırma ve soğutma tesisleri
-Paketleme ve ambalajlama tesisleri
-Taşıma tesisleri
-Otomobil endüstrisi
-Petrol dolum ve yıkama tesisleri
-Çimento sanayisi
-Klima ve asansör tesisleri
-Aydınlatma ve vinç sanayisi
-İmalat, tarım, tekstil ve her türlü makineler
-Elektro pnomatik-hidrolik sistemler
-Robot tekniği uygulamaları
Benzer İçerikler




- Site İçi Yorumlar
- EDİTÖRLERİMİZİN KLAVYESİNDEN
- SİZİN KLAVYENİZDEN

Kablosuz Şarj Teknolojisi Nedir?
Kablosuz güç aktarımı (WPT) olarak da bilinen kablosuz şarj, dizüstü bilgisayarlar, akıllı telefonlar ve...
Beyin-Bilgisayar Arayüzü (BCI) Nedir?
Beyin-makine arayüzü veya zihin-makine arayüzü olarak bilinen beyin-bilgisayar arayüzü (brain computer interface) insan beyni...

Bluetooth ve Bluetooth LE Arasındaki Farklar
Bluetooth, cihazların radyo dalgalarını kullanarak kısa mesafelerde birbirleriyle iletişim kurmasını sağlayan kablosuz bir teknolojidir....

OLED Ekran Nedir? OLED ve LCD Arasındaki Farklar
OLED, Organik Işık Yayan Diyot anlamına gelir. OLED ekrandaki her piksel, üzerlerinden elektrik akımı...

En İyi Ağ Yönlendiriciler (Router) Nelerdir?
Ağ yönlendirici (Router), Wi-Fi bağlantılarını dağıtmak için kullanılan cihazlardır. Kablosuz ağ yönlendiriciler birden fazla...

Elektrikli Bisikletler ve En İyi Modeller
E-Bisiklet olarak da bilinen elektrikli bisiklet tahrik için birleşik elektrik motoru kullanan bisiklettir. Sürücünün...

Bluetooth ve Kızılötesi İletim Arasındaki Fark Nedir?
Kızılötesi İletim Nedir? ‘Kızılötesi iletim adını kızılötesi ışık ışınlarından alır. Kızılötesi ışınlar, görünür ışıktan daha büyük...
Fiber Optik Kablolar Nasıl Çalışır?
Dünyanın neresinde olursanız olun göz açıp kapayıncaya kadar posta veya herhangi bir bilginin size...
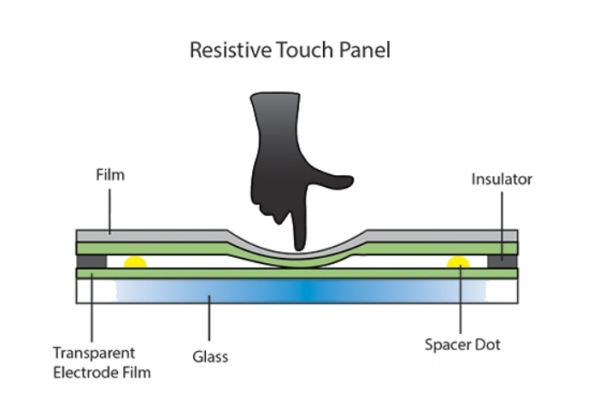
Dokunmatik Ekran Teknolojisi
Dokunmatik ekran, ara parçalarla ayrılmış 2 yaprak malzemeden oluşan 2 boyutlu bir algılama cihazıdır....
Televizyonun Hertzi Ne Olmalı?
Yeni bir televizyon ararken Hertz derecesine (Hz) dikkat etmek önemlidir. Örneğin 50 veya 100 Hz....
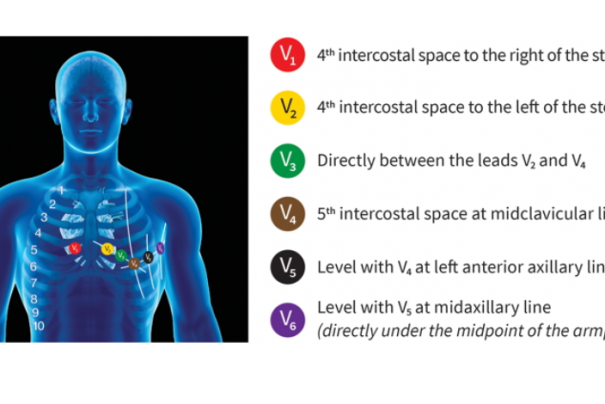
EKG Elektrot Yerleşimi
Kalp damar hastalıklarının tanısı için kullanılan EKG (Elektrokardiyografi), kalbin kasılması sırasında ortaya çıkan elektriksel...

SMD Dirençlerin Değeri Nasıl Bulunur?
Yüzey montaj teknolojisi birçok elektronik bileşende kullanılmaya başladı. Bunun nedeni ise daha kolay montaj...
Temel Elektrik ve Elektronik Semboller
Direnç Direnç, akımı azaltmak, voltajı bölmek ve diğer aktif bileşenleri kutuplamak için kullanılır. Pasif...